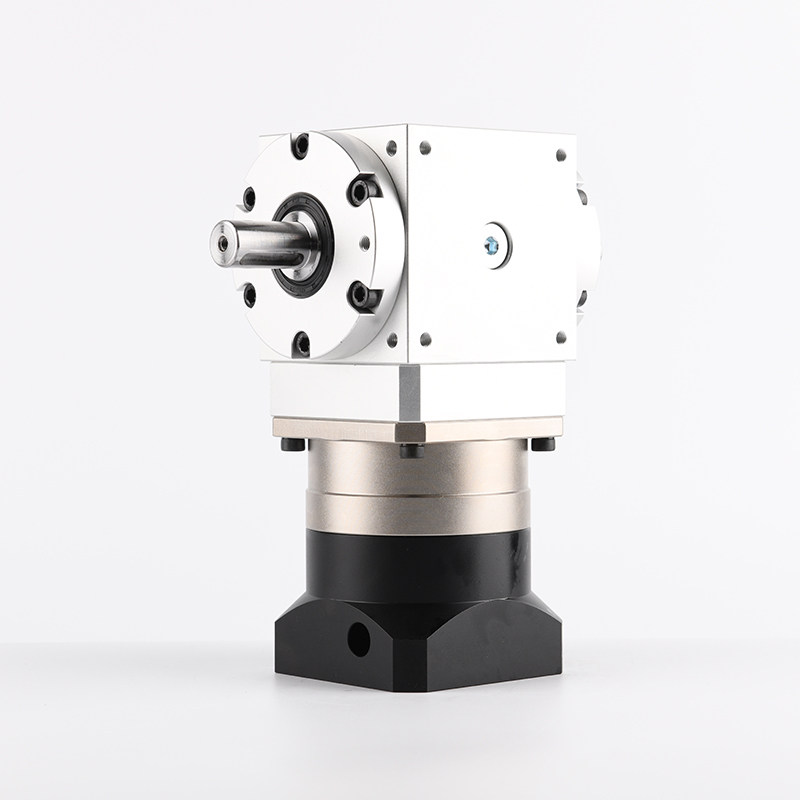
B1-S7机器人伺服减速箱
每个齿侧面上为3,保证了使材料在轴向和径向以一种可控而预定的方式进行流动时所需要的作用力。下图为螺纹滚压轮。滚压方法按滚压模具的不同,螺纹滚压可分搓丝和滚丝两类。两块带螺纹牙形的搓丝板错1/2螺距相对布置,静板固定不动,动板作平行于静板的往复直线运动。当工件送入两板之间时,动板前进搓压工件,使其表面塑性变形而成螺纹。搓丝在搓丝机或在自动合螺纹滚压头的自动车床上进行,适用于大批量生产标准紧固件和其它螺纹联接件的外螺纹,效率相当高,每分钟可达到5个。
第六种组合方式,由于升速较大,主被动件的转向相反,在汽车上通常不用这种组合。其余的七种组合方式比较常用。
1.保证装配质量。可购或一些专用工具,拆卸和减速机部件时,尽量避免用锤子等其他工具敲击;更换齿轮、蜗轮蜗杆时,尽量选用原厂配件和成对更换;装配输出轴时,要注意公差配合;要使用防粘剂或 油保护空心轴,防止磨损生锈或配合面积垢,维修时难拆卸。
2.润滑油和添加剂的选用。蜗齿减速机一般选用220#齿轮油,对重负荷、启动频繁、使用环境较差的减速机,可选用一些润滑油添加剂,使减速机在停止运转时齿轮油依然附着在齿轮表面,形成保护膜,防止重负荷、低速、高转矩和启动时金属间的直接接触。添加剂中含有密封圈调节剂和抗漏剂,使密封圈保持柔软和性,有效减少润滑油漏。
3.减速机位置的选择。位置允许的情况下,尽量不采用立式。立式时,润滑油的添加量要比水平多很多,易造成减速机发热和漏油。
4.建立润滑维护制度。可根据润滑工作“五定”原则对减速机进行维护,到每一台减速机都有责任人定期检查,发现温升明显,超过40℃或油温超过80℃,油的质量下降或油中发现较多的铜粉以及产生不正常的噪声等现象时,要立即停止使用,及时检修,排除故障,更换润滑油。加油时,要注意油量,保证减速机得到正确的润滑。
正确的、使用和维护减速机,是保证机械设备正常运行的重要环节。因此,在您行星减速机时,请务必严格按照下面的顺序,认真地装配。
步:前应确认电机和减速机是否完好无损,并且严格检查驱动电机与减速机相连接的各部位尺寸是否匹配。这里指的是驱动电机法兰的凸台和轴径与减速机法兰的凹槽和孔径间的尺寸及配合公差;擦拭配合表面的污物与毛。
第二步:旋下减速机法兰侧面的工艺孔上的螺堵,旋动减速机的输入端,使抱紧内六角螺钉帽与工艺孔对齐,插入内六角工具旋松抱紧内六角螺钉。
第三步:驱动电机,使其轴上之键槽与减速机输入端孔抱紧螺钉垂直,将驱动电机轴插入减速机输入端孔。插入时必须保证两者同心度一致和二侧法兰平行。如同心度不一致或二侧法兰不平行必须查明原因。另外,在时,严禁用锤击,即可以防止锤击的轴向力或径向力过大损坏两者轴承,又可以通过装配手感来判断两者配合是否合适。判断两者配合同心度和法兰平行的方法为:两者相互插入后,两者法兰基本贴紧,缝隙一致。
第四步:为保证两者法兰连接受力均匀,先将驱动电机紧固螺钉任意旋上,但不要旋紧;然后按对角位置逐渐旋紧四个紧固螺钉; 旋紧减速机输入端孔抱紧螺钉。一定要先旋紧驱动电机紧固螺钉后再旋紧减速机输入端孔抱紧螺钉。
注意:减速机与机械设备间的正确类同于减速机与驱动电机间的正确。关键是要必须保证减速机输出轴与所驱动部分输入轴同心度的一致。
自从德国MANNESMANN的Rexroth公司的Indramat分部在1978年汉诺威贸易展览会上正式推出MAC永磁交流伺服电动机和驱动系统,这标志着此种新一代交流伺服技术已进进实用化阶段。到20世纪80年代中后期,各公司都已有完整的系列产品。整个伺服装置市场都转向了交流系统。早期的模拟系统在诸如零漂、抗干扰、可靠性、精度和柔性等方面存在不足,尚不能完全满足运动控制的要求,近年来随着微器、新型数字信号器(DSP)的应用,出现了数字控制系统,控制部分可完全由软件进行。
到目前为止,高性能的电伺服系统大多采用永磁同步型交流伺服电动机,控制驱动器多采用快速、正确的全数字位置伺服系统。
00-P2-S2
0-25-P2-S2